The Commercial Landscape of NiMH Battery Packs
The global energy landscape is undergoing a massive shift towards sustainability, and rechargeable battery chemistry is at the forefront of this revolution. Nickel-Metal Hydride (NiMH) battery packs represent a mature, stable, and highly reliable technology that continues to dominate the consumer electronics, industrial automation, and medical device sectors. In particular, the demand for custom NiMH battery packs integrated into private-label AA, AAA, and button cell programs has surged. Brands worldwide are seeking reliable OEM/ODM partners to deliver cost-effective, high-capacity, and environmentally compliant power sources that align with their brand identity.
Unlike lithium-based chemistries, which often face stringent transport regulations and safety concerns, NiMH technology offers a inherently safe alternative with excellent thermal stability and high tolerance to overcharge and over-discharge conditions. This makes NiMH battery packs the preferred choice for applications where safety, longevity, and steady voltage profiles are paramount. From smart home hardware to emergency lighting systems, these packs provide the reliable energy density required to keep critical devices running.
Key Market Drivers and Technological Advancements
One of the key drivers for the continued growth of NiMH battery packs is the global push to eliminate single-use alkaline batteries. Governments and environmental agencies are introducing strict regulations to reduce electronic waste, prompting consumer brands to transition to rechargeable formats. Modern NiMH cells feature significantly lower self-discharge rates (Low Self-Discharge or LSD technology), allowing them to retain up to 85% of their capacity even after a year in storage. This advancement has bridged the gap between the convenience of alkaline batteries and the environmental benefits of rechargeables, making private-label NiMH programs highly lucrative for retailers and hardware brands.
GMCELL batteries are designed to meet diverse energy needs across multiple industries.
Innovation
Highlighting 1.5V constant voltage lithium battery technology to solve the pain point of low voltage.
Read moreCompliance
List certifications such as CE, RoHS, REACH, MSDS, UN38.3, IEC, etc.
Read moreSustainability
Emphasize the contribution of mercury free, cadmium free design, and circular charging to reducing waste.
Read moreCapacity
Daily production data, demonstrating supply stability and manufacturing scalability.
Read moreDeep-Dive Application Scenarios for NiMH Battery Packs
NiMH battery packs are highly versatile power sources, engineered in various configurations to suit specific industrial and consumer needs. When deployed in private-label programs, these cells are customized in terms of capacity, voltage, lead wires, connectors, and protective casings to deliver optimal performance.
1. Smart Home Devices & IoT Sensors
The Internet of Things (IoT) requires continuous, low-maintenance power. From smart door locks, thermostat controllers, to security sensors, NiMH AA and AAA battery packs provide a stable voltage discharge curve. This ensures that smart sensors remain connected without sudden drops in power, which are common in low-cost alkaline alternatives. The rechargeable nature of these packs also reduces the total cost of ownership for end-users.
2. Medical Devices & Healthcare Equipment
In medical environments, safety is non-negotiable. Portable medical devices such as infusion pumps, patient monitors, and handheld diagnostic equipment utilize custom NiMH battery packs. Because NiMH batteries do not carry the risk of thermal runaway or explosion associated with lithium-ion chemistries, they are favored for critical bedside applications where patient safety is the highest priority.
3. Industrial Telemetry & Backup Systems
Industrial environments often subject batteries to extreme temperatures and physical stress. Customized NiMH button cell packs and cylindrical packs serve as reliable memory backup (RTC) power sources for PLCs, industrial computers, and automated machinery. Their ability to withstand continuous trickle charging without degrading makes them ideal for long-term standby applications.
4. Consumer Electronics & High-Drain Toys
High-drain devices like RC cars, gaming controllers, and professional flashlights demand high current delivery. NiMH AA and AAA battery packs engineered with low internal resistance can discharge large amounts of current efficiently without overheating, offering superior run times compared to traditional primary batteries.


The Factory
GMCELL brand is a high-tech battery enterprise that was established in 1998 with a primary focus on the battery industry, encompassing development, production, and sales. The company has successfully obtained the ISO9001:2015 certificate. Our factory spans over an expansive area of 28,500 square meters and operates with a workforce of over 1,500 employees, including 35 research and development engineers and 56 quality control members. Consequently, our monthly battery output exceeds 20 million pieces.
“State-of-the-art manufacturing facility covering 28,500 sqm.”




Unlocking Value with Custom Private-Label Programs
For retailers, distributors, and original equipment manufacturers (OEMs), establishing a private-label battery program is a powerful way to build brand equity and increase profit margins. By labeling high-quality NiMH battery packs, AA, AAA, and button cells with your own brand, you can foster customer loyalty and eliminate the price competition associated with selling third-party brands.
A successful private-label program requires a manufacturing partner capable of delivering consistent quality, customizable packaging, and comprehensive regulatory compliance. GMCELL offers end-to-end OEM and ODM services, from initial cell design and capacity selection to custom blister card packaging, shrink wrapping, and bulk pack configurations. Whether you need high-capacity AA packs for demanding consumer electronics or compact button cell configurations for miniature medical devices, our engineering team works alongside you to ensure the final product matches your exact specifications.
Tailored Solutions for AA, AAA, and Button Cells
Different devices demand different form factors. AA and AAA NiMH cells are the workhorses of the consumer market, offering capacities ranging from 600mAh up to 2500mAh and beyond. For applications requiring space-saving power, NiMH button cells (such as 40H, 80H, or custom stacked configurations) provide reliable low-drain power in a highly compact footprint. By offering a comprehensive range of cell sizes and packaging designs, we enable our private-label partners to offer a complete product catalog to their customers.
Quality Control Process
GMCELL batteries are designed to meet diverse energy needs across multiple industries through rigorous quality standards.
Raw Material Inspection
Showcase testing equipment to demonstrate independent testing of incoming active materials.
Automated Assembly
Precision robotic assembly to maintain strict physical tolerances and structural integrity.
100% Aging Test
Subjecting all manufactured cells to aging cycles to identify and eliminate early-life failures.
Final QA
Comprehensive electrical performance, capacity, and leak testing before packaging approval.
Packaging
Secure custom packaging designed to protect cells during international transport and storage.
Technical Excellence & Global Compliance Standards
In the global battery market, compliance is the key to entry. Exporting batteries to Europe, North America, and other regulated markets requires strict adherence to environmental and safety directives. Our NiMH manufacturing processes are fully compliant with international frameworks, ensuring that your private-label brand is protected from legal and environmental liabilities.
We strictly adhere to the RoHS (Restriction of Hazardous Substances) and REACH directives, ensuring our NiMH battery packs are mercury-free, cadmium-free, and lead-free. Furthermore, for safe international shipping via air and sea, our battery packs are certified under UN38.3 regulations and accompanied by comprehensive Material Safety Data Sheets (MSDS). By maintaining these high standards, we guarantee that our partners receive batteries that are not only high-performing but also fully safe for global distribution and consumer use.
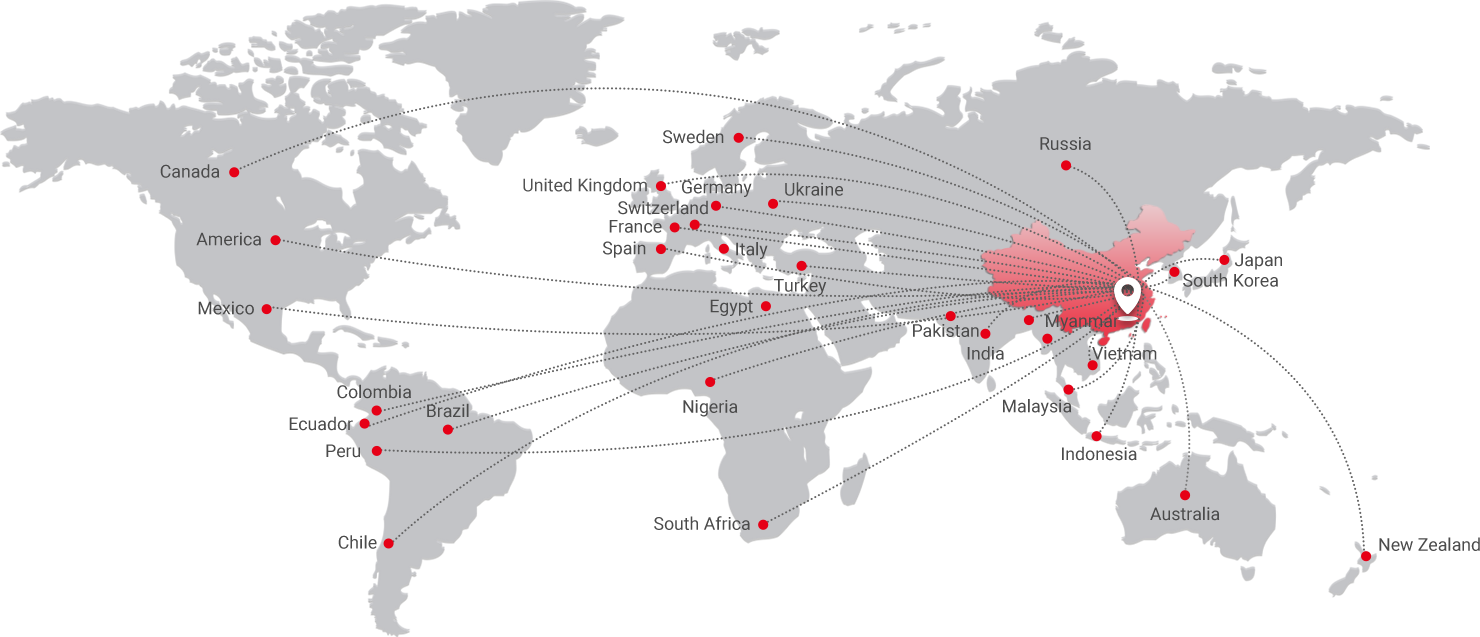
Our Partners & Market
GMCELL batteries are designed to meet diverse energy needs across multiple industries worldwide.
Meet the Team
Our dedicated specialists ensure excellence at every phase of the manufacturing process.

Material Inspection
Rigorously testing raw chemical compounds to guarantee battery consistency.

Production Management
Overseeing automated assembly lines to ensure maximum daily output and safety.

Quality Assurance
Executing 100% aging tests and final audits before shipment release.

R&D Engineering
Developing custom cell chemistry and pack configurations for specialized applications.