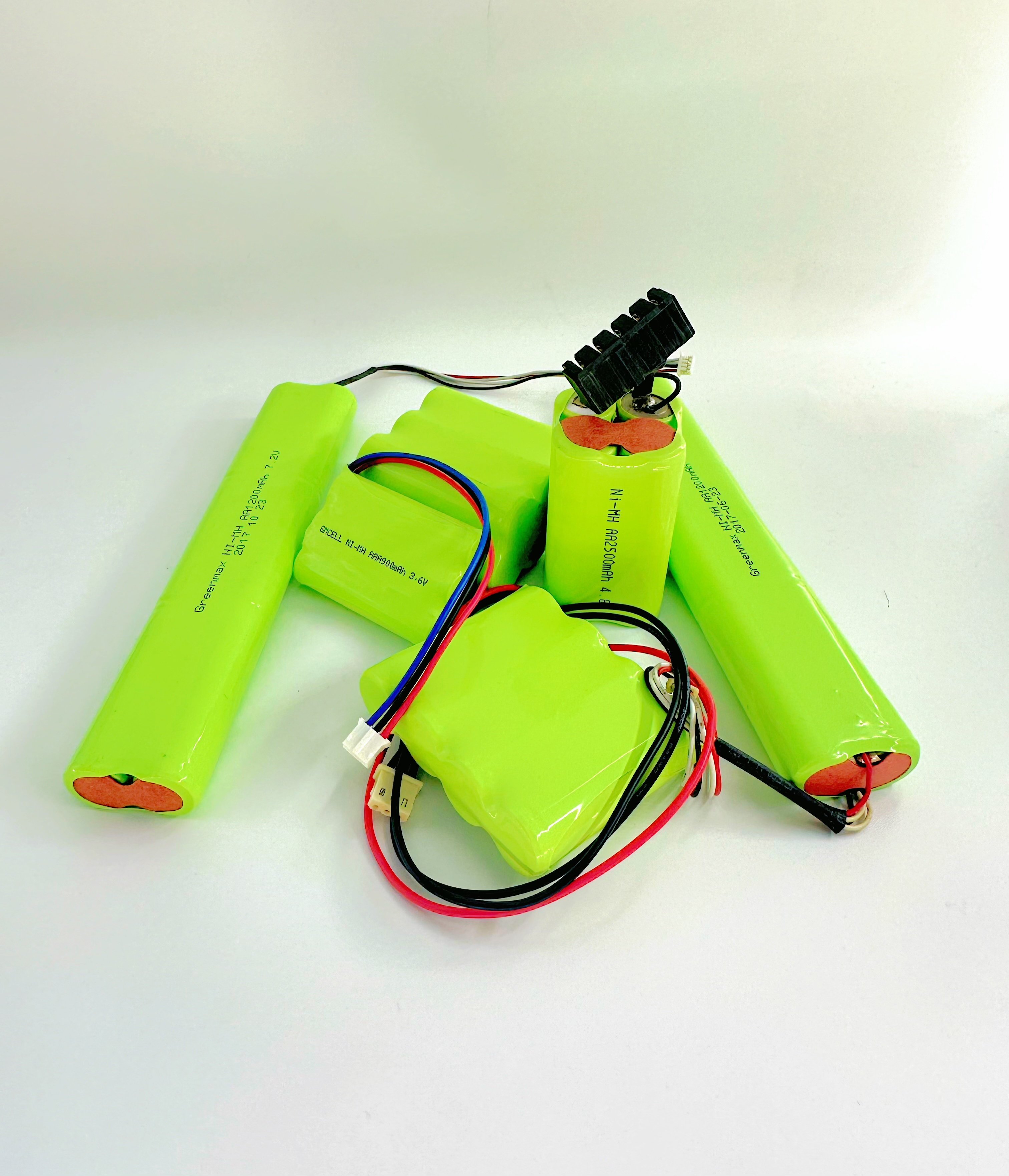
Featured Compliant Battery Solutions
Explore our premium selection of certified power solutions engineered for consumer electronics, industrial automation, and smart energy storage applications.
The Global Landscape of Wholesale Lithium Batteries: Industrial & Commercial Realities
The global transition toward electrification has placed lithium battery technology at the epicenter of modern industrial design and energy infrastructure. From medical devices and smart grid storage systems to electric vehicles and IoT-enabled consumer electronics, the demand for high-energy-density power sources is growing exponentially. However, this rapid market expansion presents significant challenges for supply chain managers, procurement officers, and engineering teams. Sourcing wholesale lithium batteries requires navigating complex global regulatory frameworks, ensuring chemical stability, and guaranteeing physical durability.
In today's competitive landscape, cheap energy solutions without proper certification represent a liability. Sourcing from a reliable, direct-to-factory manufacturer who prioritizes international compliance standards is critical. Lithium battery cells utilize highly active chemical compounds that demand robust safety mechanisms, including advanced Battery Management Systems (BMS), thermal runaway prevention, and pressure relief vents. Consequently, wholesale buyers must look beyond cost-per-watt metrics and examine the safety certifications and manufacturing pedigree of their battery partners.
Why Certification-Ready Sourcing Protects Your Brand
Uncertified lithium-ion batteries pose severe risks, including catastrophic thermal failures, legal challenges, customs confiscation, and massive financial recalls. Procuring cells that carry verifiable CE, RoHS, and UN38.3 compliance guarantees that every unit has undergone rigorous structural and environmental testing, ensuring seamless market entry and consumer safety.
Demystifying Compliance: The Trio of CE, RoHS, and UN38.3 Standards
To successfully distribute and integrate lithium batteries into products sold in major global markets, manufacturers must achieve compliance across three critical regulatory pillars. Understanding these standards is essential for any procurement strategy:
CE Marking
Validates that products sold within the European Economic Area (EEA) meet essential safety, health, and environmental protection requirements, asserting conformity with EU directives.
RoHS Directive
Restricts the use of specific hazardous materials (such as lead, mercury, and cadmium) in electrical and electronic equipment, promoting eco-friendly recycling and waste reduction.
UN38.3 Transport
A mandatory UN standard requiring batteries to withstand extreme transport conditions, including altitude simulation, thermal shock, vibration, impact, and overcharge tests.
Custom BMS
Integrated smart Battery Management Systems protect cells from voltage surges, short circuits, and extreme thermal conditions, ensuring long-term operational health.
Deep-Dive Application Scenarios of Industrial & Custom Battery Packs
Modern battery packs are no longer simple energy reservoirs; they are highly integrated subsystems designed to communicate with host devices and external networks. Let us look at the critical application scenarios where CE, RoHS, and UN38.3 certified batteries are required:
1. IoT Hardware & Industrial Automation
Industrial IoT sensors, automated guided vehicles (AGVs), and smart meters require reliable power sources that can withstand wide temperature fluctuations and operate continuously for years. A fault in an automated warehouse battery pack can halt operations and cause significant financial losses. High-capacity lithium packs, backed by robust BMS architectures, ensure stable operational uptime and safe charging cycles in heavy industrial environments.
2. Medical Devices & Healthcare Infrastructure
In healthcare, battery reliability is critical. Portable oxygen concentrators, patient monitors, and mobile ventilators rely on lithium-ion chemistry for lightweight portability and rapid recharging. The strict safety guidelines of medical-grade hardware demand CE and RoHS compliant cells to eliminate toxin exposure risks and prevent thermal malfunctions within clinical spaces.
3. Consumer Electronics & Smart Home Ecosystems
From high-drain smart home vacuum systems to wearable fitness trackers, consumer safety is paramount. Retail brands face strict scrutiny and must show documentation proving their batteries comply with local safety standards before listing on major e-commerce platforms. Certified lithium batteries protect end-users and safeguard brand reputation against liability claims.
4. Micro-Mobility & Light Electric Vehicles
Electric bicycles, scooters, and utility carts require high-current discharge rates and high energy density. These applications expose batteries to constant physical vibrations and potential impacts. Sourcing battery packs certified under UN38.3 guarantees structural integrity during rugged transport and daily operation, minimizing the risk of internal short circuits.
Premium OEM/ODM Battery Manufacturer & Direct Source Factory
Welcome to GMCELL, a trusted battery manufacturer with over 25 years of OEM/ODM expertise. We supply bulk alkaline, lithium, and NiMH batteries directly to global retail brands, hardware manufacturers, and distributors. With a robust production capacity and strict adherence to UN38.3, CE, and RoHS standards, we ensure compliance and safe shipping across 100+ countries.
Established in 1998, we focus on the battery sector as a high-tech battery enterprise specializing in development, production, and sales.
We specialize in manufacturing batteries, including Alkaline batteries, Zinc Carbon batteries, NI-MH Rechargeable batteries, Button cell batteries, Lithium batteries, Li-polymer batteries, and Rechargeable battery packs. Our batteries are certified with CE, RoHS, SGS, CNAS, MSDS, and UN38.3. Our R&D team handles highly customized designs and offers comprehensive OEM and ODM services.

What We Offer
Speed
We are online 7x24, ensuring customers receive a quick response and active participation for all inquiry stages.
Multi-channel Communication
We provide customer service on multiple platforms, including phone, social media messaging, and live chat.
Personalized
GMCELL provides one-on-one personalized reception service to deliver optimal and professional solutions for each customer's needs.
Proactive
Answers, such as FAQs and product information, are available without the need to contact the business. Any other needs or desires are anticipated and addressed.
Customer Service & Quality First
Customer service plays an important role in attracting and retaining customers. Companies can use good customer service to increase customer satisfaction and identification with the company. Empathy, good communication, and problem-solving are core skills for providing excellent customer service.
Pre-sales Support
- Our customer service adopts a combination of real person + AI customer service to provide customers with 24-hour consultation response service.
- We communicate with customers for requirement analysis, technical communication, and provide product customization service.
- We are committed to providing our customers with an excellent sampling service that allows them to experience first-hand the unique features and significant benefits of our products. In this way, customers gain a deeper understanding of the product and can increase their confidence in their purchasing decisions.
- We provide professional industry knowledge and cooperation solutions.


After Sales Service
- Guidance advice on product use and maintenance, such as reminders on storage environment, use environment, applicable scenarios, etc.
- Provide effective product technical support, and troubleshoot problems in the process of product use and sales for customers.
- Provide customers with regular ordering solutions to help you expand your market share and achieve win-win development for both sides.
Future Trends in Lithium Battery Manufacturing and Wholesale Distribution
The battery industry is moving rapidly toward sustainable chemistry, higher energy densities, and intelligent management integration. As a leading manufacturer, GMCELL remains at the forefront of these technological advancements. Key trends shaping the future of industrial battery sourcing include:
Eco-Friendly Chemistries & Recyclability
With environmental regulations tightening globally, the demand for lead-free, cadmium-free, and highly recyclable battery materials is increasing. The RoHS directive is expanding its scope, prompting manufacturers to innovate clean production methods. Developing battery packs with low environmental impact and simplified disassembly features is essential for sustainable product designs.
Smart BMS and Predictive Diagnostics
Next-generation battery packs feature IoT-enabled BMS chips that track real-time cell degradation, charge cycles, and operating temperatures. This telemetry data allows system operators to perform predictive maintenance before a cell fails, reducing downtime in critical applications like medical devices and telecom towers.
By integrating these innovations into our manufacturing processes, GMCELL ensures that our global partners receive cutting-edge battery technology that complies with current safety standards and aligns with future regulatory shifts.
Our Complete Certified Product Catalog
Browse our comprehensive range of high-performance batteries and charging systems. All products are manufactured under strict quality control guidelines to ensure compliance with global safety standards.